

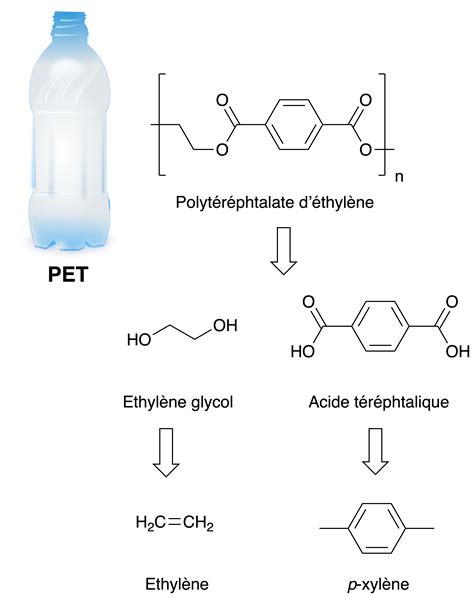
Le polyéthylène téréphtalate (PET) est un polymère omniprésent dans notre quotidien, constituant l'essentiel des bouteilles en plastique, des films et de nombreuses fibres synthétiques. Sa popularité repose sur une combinaison attrayante de propriétés : résistance mécanique, transparence, stabilité thermique et chimique, et surtout, sa recyclabilité. Le processus de purification du PET par polycondensation, qu'il s'agisse de PET vierge ou recyclé, est fondamental pour garantir la qualité et la fonctionnalité de ce matériau dans une multitude d'applications, tout en répondant aux exigences croissantes en matière de développement durable et d'économie circulaire.
Le PET est un polymère thermoplastique polyester, découvert en 1941 par les chimistes britanniques John Rex Whinfield et James Tennant Dickson dans leur quête d'une alternative au nylon. Sa structure chimique, caractérisée par la présence d'un groupement rigide dans le squelette de la chaîne, lui confère une grande rigidité, de bonnes propriétés mécaniques et chimiques, ainsi qu'une excellente transparence et de bonnes propriétés barrières, notamment contre la perméabilité aux gaz et aux contaminants.
La production de PET vierge repose traditionnellement sur la réaction entre deux monomères issus de la pétrochimie : l'acide téréphtalique (PTA) et l'éthylène-glycol (EG). Deux voies de synthèse principales existent :
Synthèse à partir de l'acide téréphtalique (PTA) et de l'éthylène-glycol (EG) : Cette méthode, aujourd'hui optimisée et privilégiée dans l'industrie, notamment par des entreprises comme Dupont de Nemours pour sa fibre Dacron, implique une estérification dans un réacteur. Les monomères sont mis à réagir à des températures élevées (220-260°C) sous pression modérée (2,7-5,5 bar), en présence d'un catalyseur. Cette étape est suivie d'une pré-polymérisation graduelle où l'eau et les sous-produits sont continuellement retirés pour permettre à la réaction d'avancer. L'étape finale de polymérisation s'effectue à une température maximale de 280°C et sous très basse pression (< 1 mbar) pour atteindre le poids moléculaire souhaité. Un montage de distillation sous vide est utilisé pour éliminer efficacement l'eau formée, ce qui abaisse la température d'ébullition de l'eau et facilite son évacuation.
Synthèse à partir du diméthyltéréphtalate (DMTP) et de l'éthylène-glycol (EG) : Cette voie, également connue sous le nom de transestérification, utilise le DMTP comme précurseur. Le DMTP peut lui-même être synthétisé à partir de l'acide téréphtalique. La réaction entre le DMTP et l'éthylène-glycol est initiée par un catalyseur, souvent des morceaux de sodium, dans un montage sous atmosphère inerte pour éviter la réaction violente du sodium avec l'eau. Le méthanol formé est éliminé par distillation. L'étape suivante consiste à synthétiser un intermédiaire oligomère, le bis(2-hydroxyéthyl) téréphtalate, avant la polymérisation finale par chauffage. Bien que cette méthode soit moins courante industriellement que la première, elle offre une purification potentiellement plus aisée du polymère.
Le PET est un matériau dont la cristallinité peut varier selon la méthode de refroidissement. Un refroidissement brutal le rend amorphe et transparent, tandis qu'un refroidissement plus lent peut induire une cristallisation partielle. La température de plastification élevée du PET, autour de 280°C, implique que presque toutes les impuretés organiques courantes se transforment en produits de dégradation colorés, susceptibles de libérer des espèces réactives et d'augmenter le nombre de défauts dans la chaîne polymère.
Face à l'ampleur de la production mondiale de PET (estimée à 56 millions de tonnes par an en 2016), le recyclage est devenu un enjeu écologique majeur. Le recyclage mécanique, actuellement le plus répandu, se décline en plusieurs types : primaire (recyclage en interne par le producteur), secondaire (recyclage de déchets post-consommation ou industriels par des entreprises spécialisées), tertiaire (recyclage chimique par dépolymérisation) et quaternaire (incinération avec valorisation énergétique).
Le recyclage mécanique, bien qu'efficace pour transformer les bouteilles en plastique en nouveaux contenants, présente des limites. À chaque cycle, le matériau recyclé perd une partie de ses propriétés mécaniques en raison de la dégradation thermique et mécanique. Les PET opaques, en particulier, posent un problème pour les recycleurs car ils ne peuvent pas être facilement intégrés dans les mêmes chaînes de recyclage que les PET clairs.
L'impact environnemental du PET recyclé (rPET) par rapport au PET vierge est significatif. Pour 1 kg de PET, environ 3,25 kg de CO2 sont rejetés, tandis que pour 1 kg de rPET, ce chiffre tombe à 0,5 kg, soit une économie d'environ 85% de CO2. Le rPET présente exactement les mêmes propriétés que le PET vierge ; la seule différence visuelle est parfois une légère teinte plus sombre, témoin de ses utilisations antérieures.
Le processus de recyclage mécanique commence dès le consommateur par le tri des emballages vides en PET. Ces emballages sont ensuite collectés et acheminés vers un centre de tri où ils sont séparés des autres matériaux. Dans les usines de régénération, un tri plus fin est effectué pour éliminer les impuretés restantes. Les emballages sont alors transformés en paillettes.
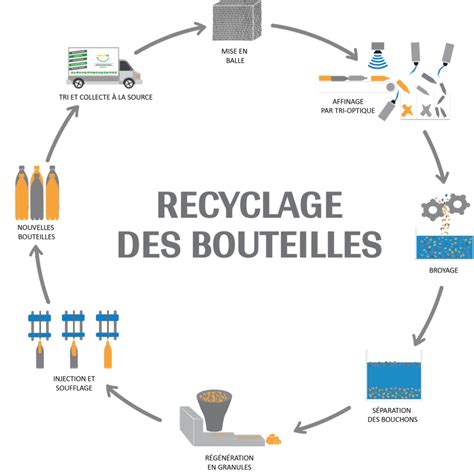
Une étape cruciale de purification des paillettes implique un lavage intensif à l'eau chaude et aux détergents. Ensuite, un système de flottaison permet de séparer les paillettes de PEHD (polyéthylène haute densité), plus légères et qui flottent, des paillettes de PET, plus lourdes et qui coulent. Pour améliorer encore la qualité, un tri optique peut être réalisé. Il existe ainsi différentes typologies de paillettes : PET clair (issu de bouteilles transparentes ou bleutées claires) et PET foncé (provenant de bouteilles bleu foncé, vertes ou colorées). Ces paillettes entament ensuite une phase d'extrusion.
Le procédé de polycondensation à l'état solide (SSP - Solid State Polycondensation) est une technologie essentielle tant dans la production de PET vierge que dans son recyclage. Son objectif principal est d'améliorer le poids moléculaire, les propriétés mécaniques et la stabilité thermique du matériau. Cela est particulièrement important pour les applications exigeant une viscosité intrinsèque (IV) plus élevée, comme les bouteilles de boissons gazeuses ou les emballages alimentaires de haute qualité.
Le procédé SSP se déroule en plusieurs étapes :
Le procédé SSP, en augmentant le poids moléculaire du PET, améliore sa résistance mécanique, sa résistance à la chaleur et sa stabilité dimensionnelle. Il est ainsi possible d'obtenir un polymère adapté à une large gamme d'applications, des emballages aux textiles en passant par l'ingénierie.
La polymérisation en phase liquide (LSP), bien que distincte du SSP, est également une méthode efficace qui vise à augmenter le poids moléculaire. Elle présente l'avantage de ne pas nécessiter de cycles de refroidissement et de réchauffement du polymère, car la réaction se déroule en phase fondue. Un réacteur LSP fonctionne à une vitesse spécifique pour assurer un mélange interne complet de la matière fondue et stabiliser la viscosité intrinsèque. La conception structurelle innovante de certains réacteurs LSP élargit la zone de réaction, améliore la fluidité du PET fondu et réduit le temps de réaction. Ces réacteurs sont souvent équipés de systèmes de contrôle intelligents pour une surveillance en temps réel, une maintenance prédictive et une efficacité de production accrue. L'efficacité énergétique est également un point fort, avec des systèmes de conversion de fréquence et de contrôle de température à plusieurs niveaux qui minimisent la consommation d'énergie. La fonction d'homogénéisation efficace permet de mélanger diverses matières premières en une masse fondue uniforme, et le tampon du réacteur améliore la contrôlabilité globale, augmentant le rendement et éliminant les temps d'arrêt.
La purification du PET, qu'elle soit réalisée par voie mécanique ou chimique, présente des défis spécifiques liés à la nature même du polymère et aux impuretés potentielles. La température de plastification élevée du PET (environ 280°C) peut entraîner la dégradation thermique des contaminants, produisant des composés colorés qui affectent l'aspect du produit final. De plus, la présence de particules d'impuretés, même si leur surface totale est relativement faible, peut initier des réactions de dégradation.
Le recyclage chimique, par dépolymérisation, offre une alternative prometteuse au recyclage mécanique. Cette approche permet de récupérer les monomères de départ (acide téréphtalique et éthylène-glycol) ou des oligomères, qui peuvent ensuite être repolymérisés pour obtenir un nouveau PET de haute qualité, potentiellement utilisable pour des applications alimentaires. Les agents de dépolymérisation couramment utilisés incluent l'eau (hydrolyse), le méthanol (méthanolyse) et l'éthylène-glycol (glycolyse).
Après dépolymérisation, les monomères et/ou oligomères sont purifiés, généralement par distillation sous vide, avant d'être repolymérisés. L'avantage majeur de cette voie est qu'elle ne nécessite pas de tri préalable du PET, permettant de recycler différents grades de matériaux ensemble.
Cependant, les procédés de dépolymérisation chimique peuvent présenter des inconvénients. L'utilisation de certains solvants, comme le dichlorométhane, bien qu'efficace pour récupérer l'acide téréphtalique et l'éthylène-glycol, pose des problèmes de toxicité et de réglementation (classé comme cancérogène et mutagène, soumis à restriction par la directive REACH). De plus, l'utilisation de solvants chlorés est souvent évitée par les industriels en raison de leur caractère réactif et nocif pour l'environnement.
Des recherches visent à développer des procédés de recyclage chimique plus respectueux de l'environnement. Par exemple, une méthode décrite implique un prétraitement des déchets de PET avec des solvants comme le DMAc (diméthylacétamide) ou le DMF (diméthylformamide), suivi d'un traitement avec une base (KOH ou NaOH) en présence d'un alcool (méthanol, éthanol) ou d'un diol (éthylène-glycol). Ce procédé permet d'obtenir soit l'acide téréphtalique purifié (PTA), soit son ester diméthylique (DMT), selon les conditions réactionnelles. L'utilisation d'alkoxydes, tels que le méthoxyde de sodium ou de potassium, permet d'obtenir directement le DMT sans recourir à l'eau, simplifiant ainsi la récupération du produit.
D'autres solvants, comme la Methyl Ethyl Ketone (MEK), réputée pour dissoudre le PVC sans affecter le PET, ont également montré des résultats prometteurs pour la séparation de matériaux composites. Le traitement du PET par du MEK, bien que nécessitant des temps de contact plus longs, permet d'obtenir des rendements et des temps de dépolymérisation comparables à ceux obtenus avec d'autres solvants.
La fabrication du PET, qu'elle soit vierge ou recyclée, est un processus sensible aux variations de température et de pression. Le maintien de ces variables dans des limites très étroites est crucial pour garantir la qualité du produit final, respecter les normes réglementaires (notamment pour les applications alimentaires) et optimiser la consommation d'énergie. Cela implique une surveillance complète et précise des différentes étapes du processus.
Des systèmes de mesure technique sophistiqués sont indispensables pour contrôler ces paramètres :
Ces technologies de mesure et de contrôle permettent non seulement d'assurer la qualité et la sécurité du processus de production du PET, mais aussi de réduire la consommation d'énergie et les coûts opérationnels, contribuant ainsi à une fabrication plus durable et plus économique. L'optimisation de ces paramètres est une composante clé de l'ingénierie moderne des polymères, permettant la production de matériaux de haute qualité pour une multitude d'applications.
tags: #purification #par #polycondensatiob #du #pet
